Directed Route to Biaryls
Palladium(II)-catalyzed C–H arylation of aromatic alcohols directed by quinolinyl acetal
Read more
http://www.chemistryviews.org/details/ezine/9692891/Directed_Route_to_Biaryls.html?elq_mid=11741&elq_cid=1558306

- Previous article in issue: The Synthesis of trans-Flavan-3-ol Gallates by Regioselective Oxidative Etherification and Their Cytotoxicity Mediated by 67 LR
- Next article in issue: Visible-Light-Induced Trifluoromethylation of Isonitrile-Substituted Methylenecyclopropanes: Facile Access to 6-(Trifluoromethyl)-7,8-Dihydrobenzo[k]phenanthridine Derivatives
Palladium(II)-Catalyzed ortho-Arylation of Aromatic Alcohols with a Readily Attachable and Cleavable Molecular Scaffold



Authors
hemiacetal 9 (0.811 g, Rf = 0.21 in 1:1 hexanes/EtOAc) as yellow solid. (Total
amount: 6.87 g, 92% yield over 3 steps).
Hemiacetal 9 (characterized as a 100:3 mixture of hemiacetal/aldehyde):
1
H NMR (400 MHz, DMSOd6)
δ 8.31 (s, 1H), 8.06 (d, J = 8.5 Hz, 1H), 8.01 (d, J = 8.2 Hz, 1H), 7.81-7.72 (m, 1H), 7.66-7.58 (m,
1H), 7.09 (d, J = 7.6 Hz, 1H), 6.27 (d, J = 7.6 Hz, 1H), 5.25 (d, J = 13.6 Hz, 1H), 5.10 (dd, J = 13.6,
1.0 Hz, 1H);
13C NMR (100 MHz, DMSO-d6) δ 161.5, 147.7, 130.6, 129.3, 128.9, 128.2, 127.4, 126.7,
97.9, 68.3; IR (film) 3194, 1504, 1020, 910, 754 cm-1
;
HRMS (ESI+) m/z calc’d for (M + H)+
[C11H9NO2 + H]+
: 188.0706, found 188.0706.

Contact Information:
Associate Professor of Chemistry
University of Georgia
Chemistry Department
Athens, GA 30602
Tel. (706) 542-4231
emferr@uga.edu
University of Georgia
Chemistry Department
Athens, GA 30602
Tel. (706) 542-4231
emferr@uga.edu
As an undergraduate student at Massachusetts Institute of Technology (1996-2000), Eric worked on copper-catalyzed conjugate reduction chemistry under the direction of Professor Stephen Buchwald. His Ph.D. research with Professor Brian Stoltz at the California Institute of Technology (2000-2005) focused on the development of synthetically useful novel oxidation systems using palladium catalysis. Upon completion, he then continued his studies as an American Cancer Society postdoctoral associate at Stanford (2005-2008) with Prof. Barry Trost, where his studies concerned the use of ruthenium and palladium catalyzed cycloisomerizations for the formation of polycyclic compounds. He then began his independent career as an assistant professor at Colorado State University in 2008. Eric is currently an Associate Professor of Chemistry at the University of Georgia in Athens, GA.

Dr. Qiankun Li
Ph.D., Zhejiang University
Project: Photocatalysis of earth-abundant metals
/////////













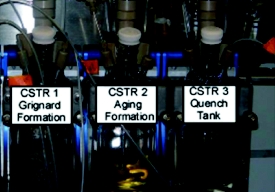
 Flow diagram for the whole continuous process from amide 3 to product 1.
Flow diagram for the whole continuous process from amide 3 to product 1.